ラ ス 金 網
Chain Link Wire Netting
JIS G 3552 認証番号:JQ0807003
法面保護工の必需品ひし形金網(ラス金網)
法面保護工に用いられるモルタル吹付工・コンクリート吹付工・厚層基材吹付工等において、 法面全体の地質・岩質は不均質であり、又、風化の進行も一様でなく変状を起こしやすく複雑で あり、温度の変化による伸縮クラックが入りやすく吹付が薄いほど、影響が大きくなります。ひ し形金網(ラス金網)の挿入は、セメント硬化体に発生する亀裂の分散と剥離防止等を目的とし ています。
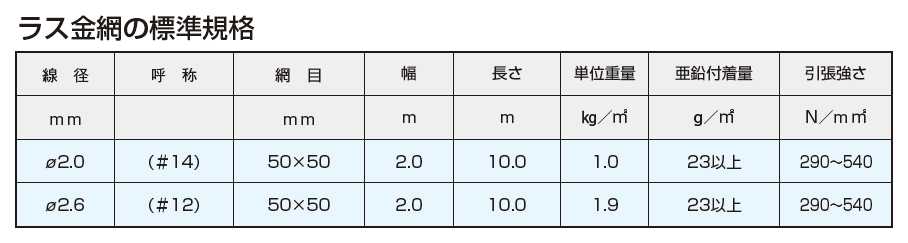
| 線 径 | 呼 称 | 網 目 | 幅 | 長さ | 単位重量 | 亜鉛付着量 | 引張強さ |
|---|---|---|---|---|---|---|---|
| m m | mm | m | m | ㎏/㎡ | g/㎡ | N/m㎡ | |
| ø2.0 | (#14) | 50×50 | 2.0 | 10.0 | 1.0 | 23以上 | 290~540 |
| ø2.6 | (#12) | 50×50 | 2.0 | 10.0 | 1.9 | 23以上 | 290~540 |
アンカー
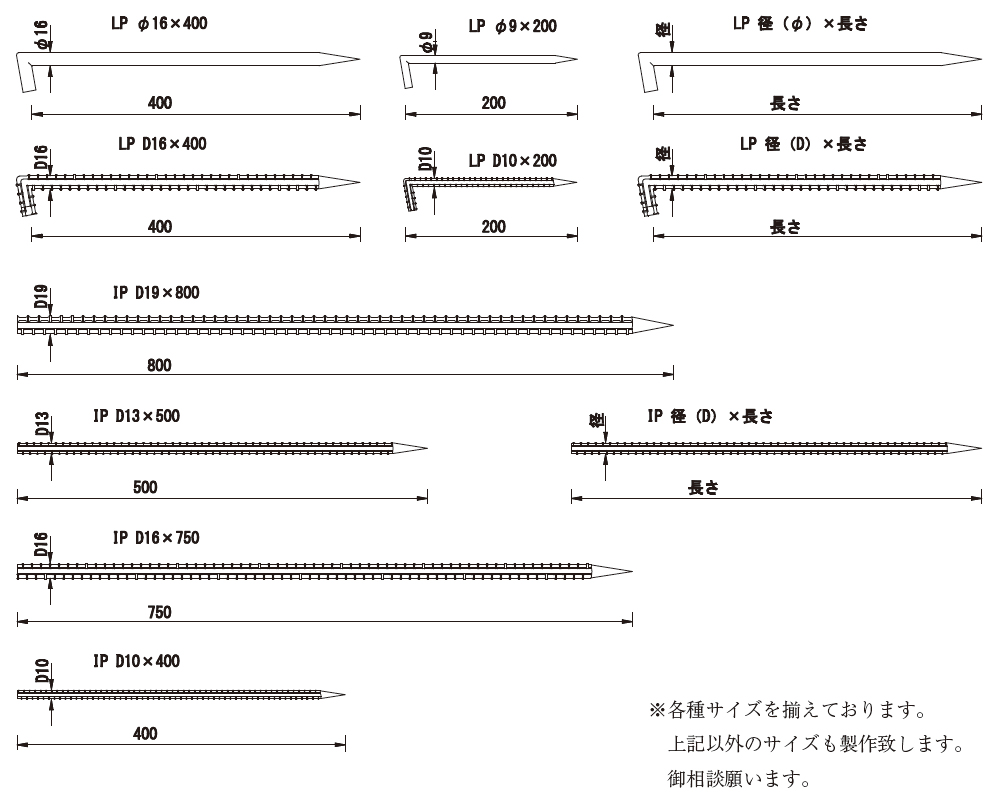
鉄筋コンクリート用棒鋼(JIS G 3112)
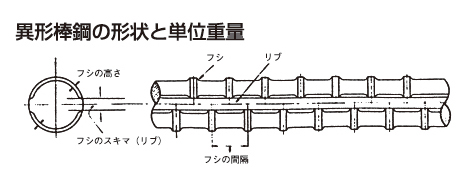
| JIS | 名称 | 単位重量(kg/m) | 公称直径(mm) | 公称断面(㎠) | 公称周長(cm) | フジ平均間隔の最大値P(mm) | フジおよびリブの高さ | フシのスキマの和の最大値2c(mm) | |
|---|---|---|---|---|---|---|---|---|---|
| 最小値(mm) | 最大値(mm) | ||||||||
| ○ | D6 | 0.249 | 6.35 | 0.3167 | 2.0 | 4.4 | 0.3 | 0.6 | 5.0 |
| ○ | D10 | 0.560 | 9.53 | 0.7133 | 3.0 | 6.7 | 0.4 | 0.8 | 7.5 |
| ○ | D13 | 0.995 | 12.7 | 1.267 | 4.0 | 8.9 | 0.5 | 1.0 | 10.0 |
| ○ | D16 | 1.56 | 15.9 | 1.986 | 5.0 | 11.1 | 0.7 | 1.4 | 12.5 |
| ○ | D19 | 2.25 | 19.1 | 2.865 | 6.0 | 13.4 | 1.0 | 2.0 | 15.0 |
| ○ | D22 | 3.04 | 22.2 | 3.871 | 7.0 | 15.5 | 1.1 | 2.2 | 17.5 |
| ○ | D25 | 3.98 | 25.4 | 5.067 | 8.0 | 17.8 | 1.3 | 2.6 | 20.0 |
| ○ | D29 | 5.04 | 28.6 | 6.424 | 9.0 | 20.0 | 1.4 | 2.8 | 22.5 |
| ○ | D32 | 6.23 | 31.8 | 7.942 | 10.0 | 22.3 | 1.6 | 3.2 | 25,0 |
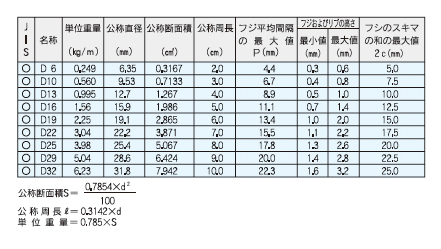
| 径(mm) | 断面積(㎠) | 重量(kg/m) | 断面二次モーメント I (cm4) | 断面二次半径 i (cm) | 断面系数 Z (㎤) |
|---|---|---|---|---|---|
| 6 | 0.283 | 0.222 | 0.01 | 0.21 | 0.02 |
| 9 | 0.6362 | 0.499 | 0.03 | 0.23 | 0.07 |
| 13 | 1.327 | 1.04 | 0.14 | 0.33 | 0.22 |
| 14 | 1.539 | 1,21 | 0.19 | 0.35 | 0.27 |
| 15 | 1.767 | 1.39 | 0.25 | 0.38 | 0.33 |
| 16 | 2.011 | 1.58 | 0.32 | 0.40 | 0.40 |
| 17 | 2.270 | 1.78 | 0.41 | 0.43 | 0.48 |
| 18 | 2.545 | 2.00 | 0.52 | 0.45 | 0.57 |
| 19 | 2.835 | 2.23 | 0.64 | 0.48 | 0.67 |
| 20 | 3.142 | 2.47 | 0.79 | 0.50 | 0.79 |
| 22 | 3.801 | 2.98 | 1.15 | 0.55 | 1.05 |
| 24 | 4.524 | 3.55 | 1.63 | 0.60 | 1.36 |
| 25 | 4.909 | 3.85 | 1.92 | 0.63 | 1.53 |
| 28 | 6.158 | 4.83 | 3.02 | 0.70 | 2.16 |
| 30 | 7.069 | 5.55 | 3.98 | 0.75 | 2.65 |
| 32 | 8.042 | 6.31 | 5.15 | 0.80 | 3.22 |
ひし形金網(ラス金網)
JIS G 3552 Chain Link Wire Netting
1.適用範囲
この規格は、主にモルタル吹付工・コンクリート吹付工・厚層基材吹付工等に使用される亜鉛めっき鉄線製ひし形金網について抜粋する。
備考 この規格の引用規格を、次に示す。
JIS G 3547 亜鉛めっき鉄線
2.用語の定義
この規格で用いる主な用語の定義は、次による。
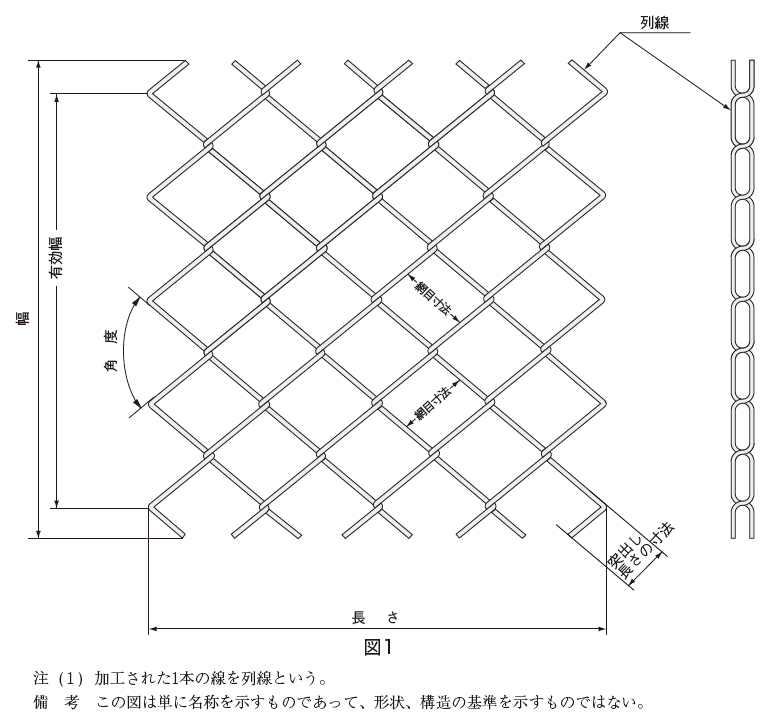
- ①列線
- 金網の形成単位となる、一定のピッチで山形に折り曲げ加工された一本の線。
- ②ひし形金網
- 列線を互いに絡ませて、平行四辺形の網目を形成する金網。
3.ひし形金網の種類は、製造方法等によって24種類となるが、ラス金網の種類は、下記の通りとする。

| 種類 | 記号 | 適用 |
|---|---|---|
| 亜鉛めっき鉄線(S)製ひし形金網(Z種) | Z-GS2 | JIS G 3547のSWMGS-2を用いたもの |
| Z-GS3 | JIS G 3547のSWMGS-3を用いたもの |
4.形状、寸法及びその許容差
- ①線径
- 列線の線径は、表2による。
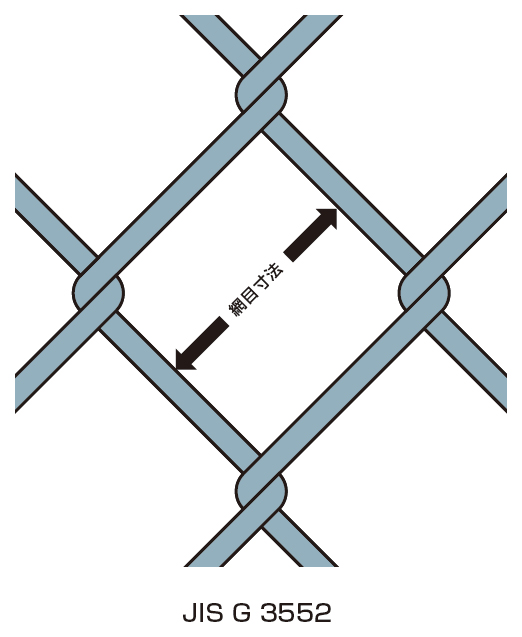
- ②網目寸法
- 網目寸法は、図1に示すように、列線で囲まれた空間四辺形の一辺の長さとし、網目寸法及びその許容差は表2による。 ただし、端末ナックル加工及びねじり加工の場合、その加工された部分の網目寸法の許容差は規定しない。
| 線径(cm) | 網目寸法(mm) | 許容差(%) |
|---|---|---|
| 2.0 | 50 | ±3 |
| 2.6 | 50 | ±3 |
- ③幅
- 幅は、図1に示すように、列線の端から端までの距離で表し、その許容差はマイナス側は0とし、プラス側は1網目寸法に相当する長さとする。また、有効幅は列線の端から端までの山形の間の寸法をいう。
- ④長さ
- 長さは、図1に示すように、平面上に広げられた列線の端から端までの距離で表し、その許容差は、マイナス側は0とし、プラス側は列線2本分以内とする。
- ⑤突出し長さの寸法
- 突出し長さの寸法は、図1に示すように、列線の最端の屈曲部から末端までの長さとし、その寸法は網目寸法の1/3以上とする。 ただし、法面保護用に使用するひし形金網については受渡当事者間の規定による。
- ⑥角度
- 角度は、図1に示すように、列線の屈曲部の角度をいい、その角度は85°を標準とする。
- ⑦線径と網目の組み合せ
- JIS G 3552による。
5.外観
外観は、次による。
- ①列線の表面には、きず、き裂、はく離、その他の使用上有害な欠点及び色むらがあってはならない。
- ②列線は、形状が正しく、編みはずれがあってはならない。
- ③列線は、途中につなぎがあってはならない。
6.亜鉛付着量
Z種の列線の亜鉛付着量は、表3の通りとする。
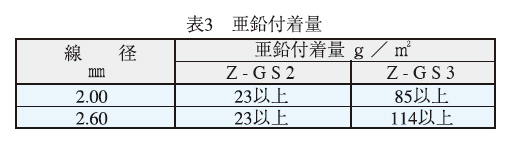
| 線径(mm) | 亜鉛付着量(g/㎡) | |
|---|---|---|
| Z - G S 2 | Z - G S 3 | |
| 2.00 | 23以上 | 85以上 |
| 2.60 | 23以上 | 114以上 |
7.亜鉛付着量試験
- ①試験片のとり方
- 試験片は、めっきを施した製品からとり、その長さは300〜600mmとする。
- ②試験液
- 試験液は、JIS H 0401:1999の4.2.2(試験液)のa)(ヘキサメチレンテトラミン液)又はb)(塩化アンチモン液)を使用する。
- ③亜鉛付着量の計算
- 亜鉛付着量の計算は、JIS H 0401:1999の4.2.4c)(線類の場合)による。
8.検査
検査は、次による。
- ①形状は、寸法及びその許容差は、箇条4の規定に適合しなければならない。
- ②亜鉛付着量は、箇条6の規定に適合しなければならない。
- ③外観は、箇条5の規定に適合しなければならない。
9.表示
検査に合格した金網には、1結束ごとに次の事項を表示しなければならない。
- ①規格番号
- ②種類の記号
- ③線径
- ④網目寸法
- ⑤幅及び長さ
- ⑥製造年月又はその略号
- ⑦製造業者名又はその略号
10.報告
注文者から要求された場合、製造業者は箇条8に規定された項目の成績書を提出しなければならない。
亜鉛めっき鉄線
JIS G 3547 Zinc-coated low carbon steel wires
- 1.適用範囲
- この規格は、亜鉛めっき鉄線(以下、線という)について規定する。
(ラス金網に使用する亜鉛めっき鉄線について抜粋する) - 2.用語の定義
- この規格で用いる主な用語の定義は、次による。
亜鉛めっき鉄線(S)JIS G 3505に適合した線材に冷間加工及び焼きなましを行なった後、
溶融亜鉛めっき又は電気亜鉛めっきを行った断面形状が円形の線。 - 3.種類、記号及び適用線径
- 線の種類は亜鉛めっき鉄線(S)とする

| 種類 | 記号 | 適用線径(mm) |
|---|---|---|
| 亜鉛めっき鉄線(S)2種 | SWMGS-2 | 0.10以上〜8.00以下 |
| 亜鉛めっき鉄線(S)3種 | SWMGS-3 | 0.90以上〜8.00以下 |
- 4.機械的性質
- 線の機械的性質は、次による。
ただし、9.によってめっきした後、更に伸線した場合の機械的性質は、規定しない。
線の引張強さの、その値は、290N/㎟〜540N/㎟である。 - 5.亜鉛めっきの特性
- 線の亜鉛付着量は、付着量試験を行い、その値は表2による。
- 6.線径の許容差
- 線径の許容差は、線径の測定を行い、その値は表2による。

| 線径(mm) | SWMGS-2(g/㎡) | 線径の許容差(mm) | SWMGS-3(g/㎡) | 線径の許容差(mm) |
|---|---|---|---|---|
| 2.0 | 25以上 | ±0.05 | 90以上 | ±0.05 |
| 2.6 | 25以上 | ±0.07 | 120以上 | ±0.07 |
- 7.外観
- 線の表面には、さび、きず、裂け目、その他の有害な欠点があってはならない。
- 8.材料
- 線に用いる材料は、JIS G 3505に適合した線材とする。
- 9.製造方法
- 亜鉛めっき鉄線(S)は、材料に冷間加工及び焼きなましを行なった後、均一な溶融亜鉛めっき又は電気亜鉛めっきを行う。
- 10.試験
- 「試験片の採り方」 引張試験、ねじり試験、付着量試験の試験片は、コイルの一端からそれぞれ1個を採る。